Опрессовка — обязательная проверка герметичности и прочности теплообменника перед вводом или после ремонта. Разбираем: когда и чем испытывать, какие давления задавать, пошаговый алгоритм, таблицы по типам аппаратов и типовые ошибки.
Опрессовка — это испытание замкнутых контуров под повышенным давлением для проверки герметичности и прочности. Для теплообменников (особенно пластинчатых) это финальный этап перед запуском, а также обязательная процедура после ремонта/замены узлов.
Испытание начинают после визуальной проверки и промывки
Важно: испытывают каждый контур отдельно: один заполняют и нагружают, второй оставляют под атмосферным давлением — это помогает выявить межконтурные утечки.
Когда проводить испытания
Первичный ввод оборудования в состав системы (ИТП, технологическая линия).
После ремонта: замена пластин/уплотнений, сварки, переборка пакета, пайка.
После длительного простоя/консервации.
После любых вмешательств в обвязку: замена стояков, арматуры, насосов.
Перед началом отопительного сезона (профилактика) — совместно с промывкой.
Среда и давления: как выбрать
Среда: для большинства случаев — вода (очищенная) + удаление воздуха. Пневмоиспытания допустимы только при обосновании и строгих мерах безопасности.
Испытательное давление: ориентируются на паспорт оборудования и проект; как правило используют 1,25–1,5× от рабочего давления контура.
Температура воды: близка к окружающей — чтобы исключить термошоки пластин/уплотнений.
Микро-пример: рабочее давление контура 10 бар → испытательное принимаем 13 бар. Выдержка 10–15 минут — падения давления нет, следов влаги/«пота» нет — контур считается выдержавшим.
Пошаговая инструкция
Подготовка. Снимите заглушки, проверьте комплектность, визуально осмотрите швы/пакет, очистите от грязи и коррозии. Установите фильтры/грязевики, промывочные штуцера.
Заполнение контура. Подключите опрессовочный насос к нижней точке, открыв верхний воздухоотвод — медленно заполните водой, удалите воздух.
Предварительный осмотр. На низком давлении убедитесь в отсутствии течей по патрубкам, прокладкам, штуцерам.
Нагрузка. Поднимайте давление ступенями (например, 0,5× → 0,75× → 1× → испытательное), на каждой ступени делайте краткую выдержку и осмотр.
Выдержка. На испытательном давлении держите 10–15 минут (по проекту/паспортным требованиям), контролируйте манометр, осматривайте стыки/пакет/корпус.
Сброс и повтор. Снизьте давление, при необходимости повторите для второго контура (первый — на атмосфере).
Слив/консервация. По окончании слейте воду, продуйте до сухого состояния, если предусматривается хранение/перерыв.
Добавь сюда фото или видео
Особенности по типам аппаратов
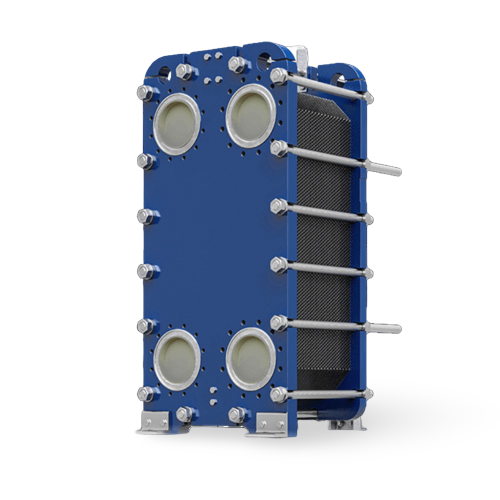
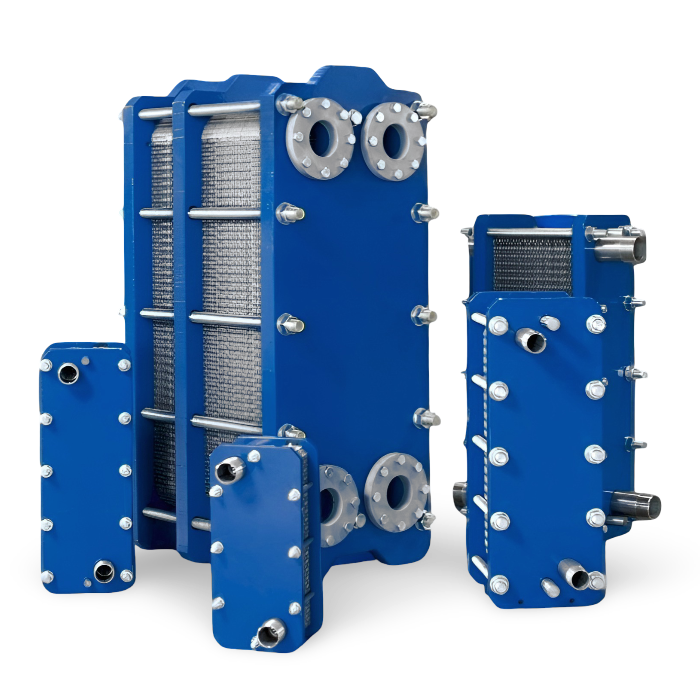
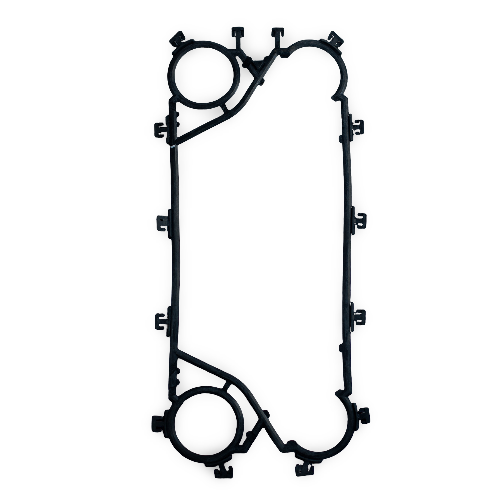
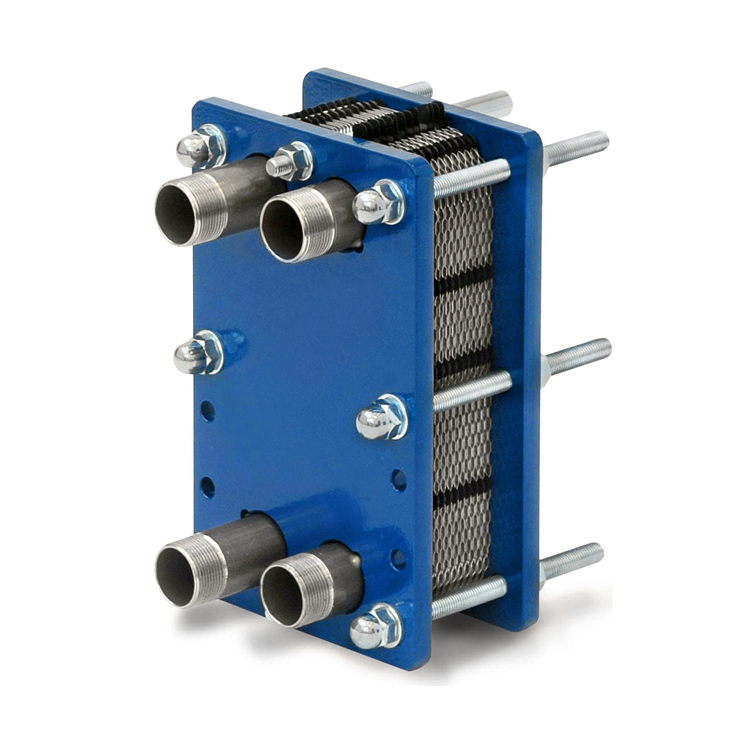
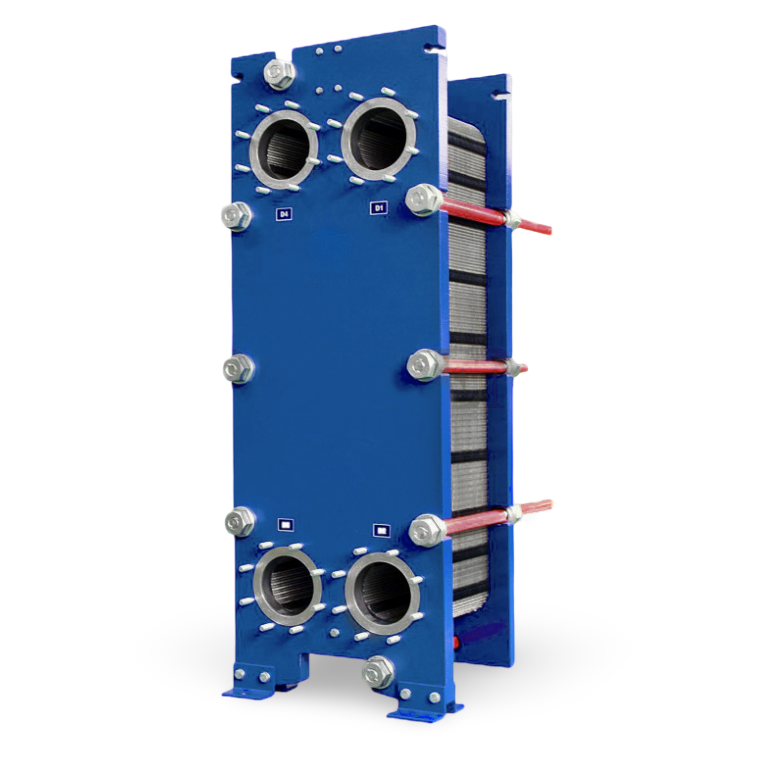
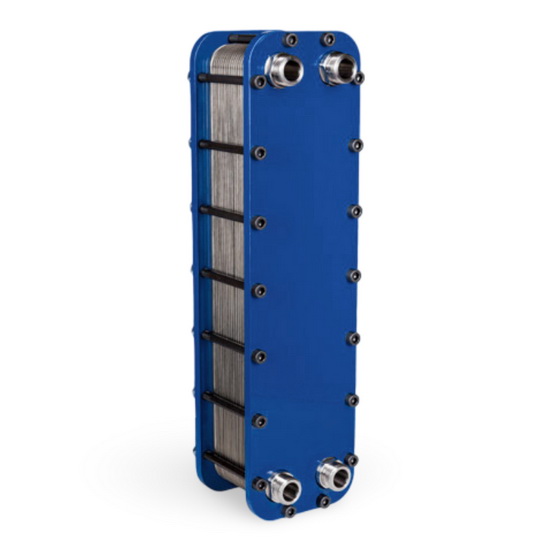
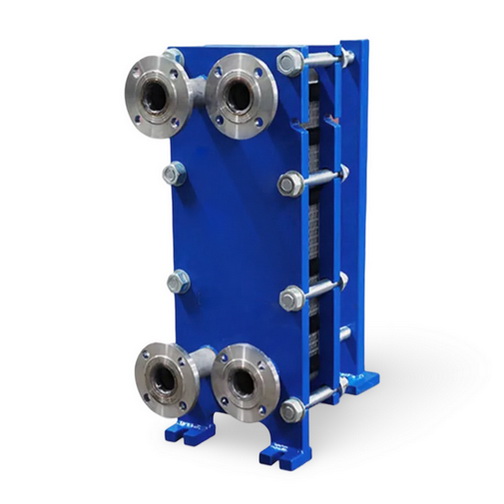
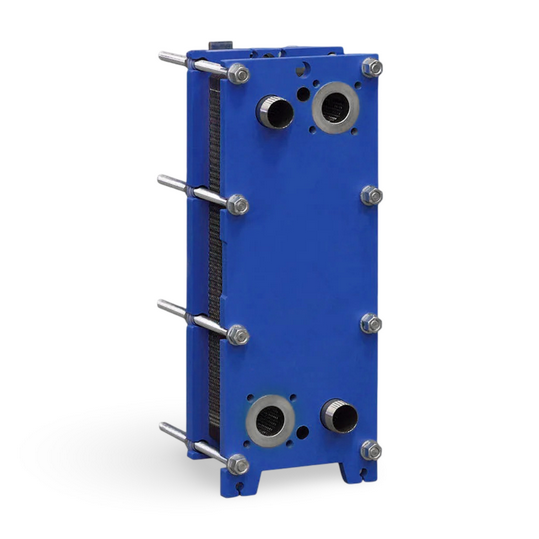
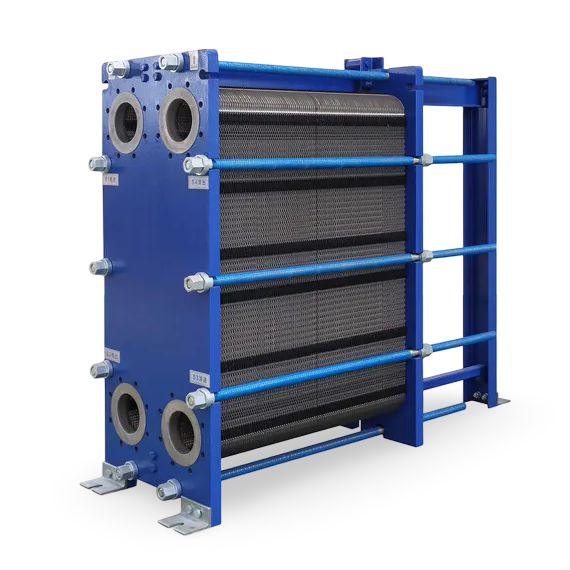
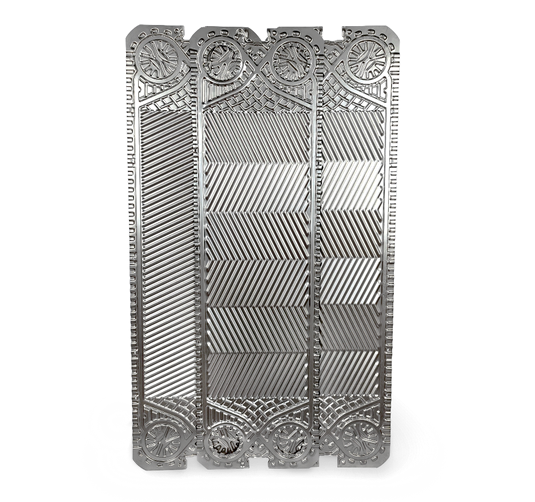
Разборные ПТО. Контроль качества затяжки пакета, состояние прокладок. После опрессовки — отметка «паспорт чистоты» (Δp, температуры).
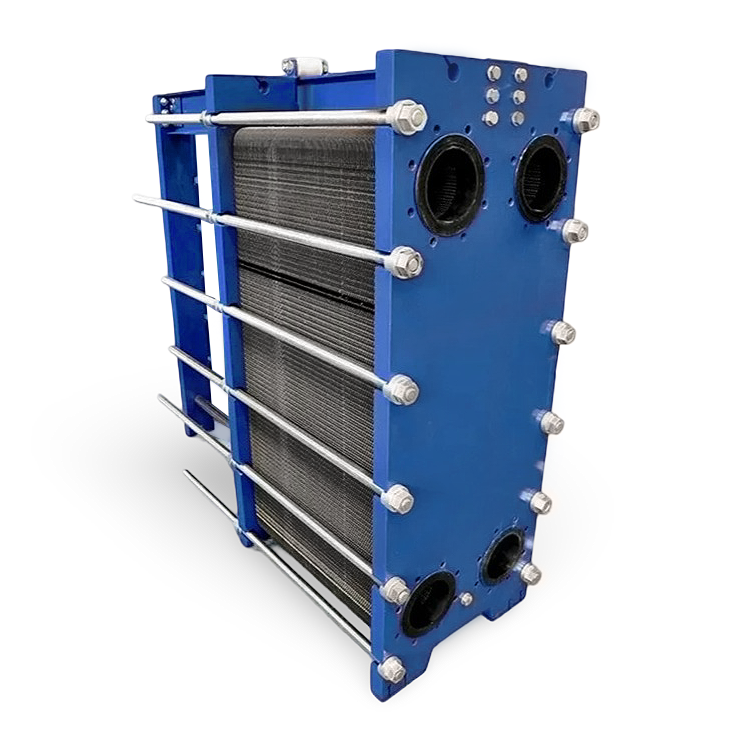
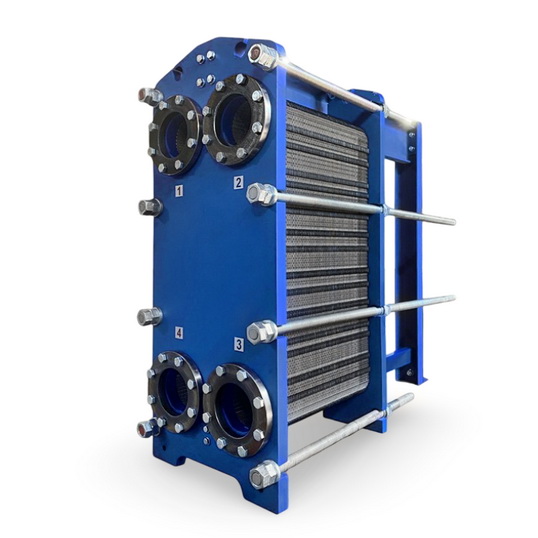
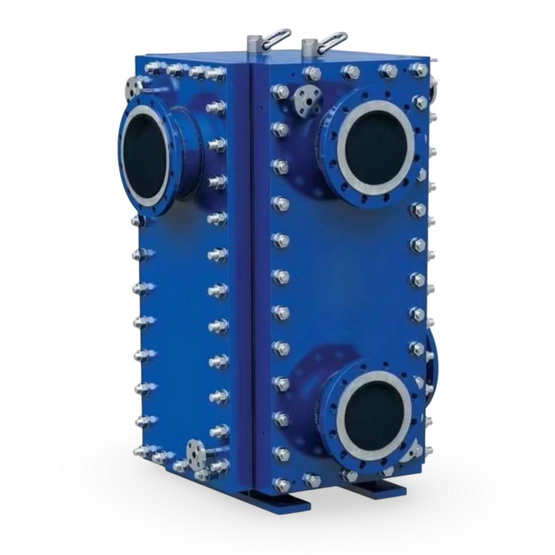
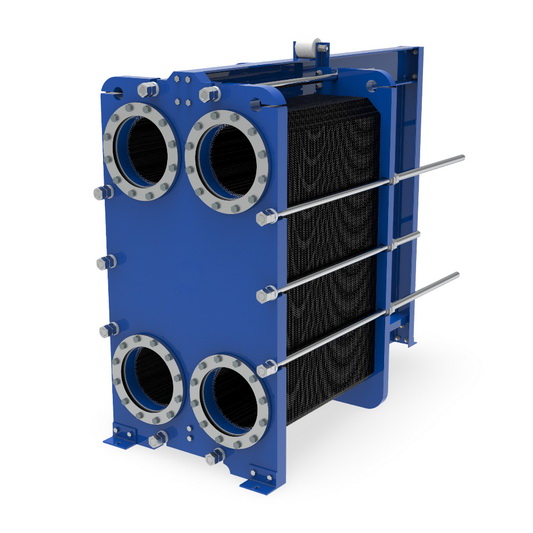
Полусварные ПТО. Сварной контур испытывают отдельно; доступ к нему ограничен — уделяйте внимание чистоте среды.
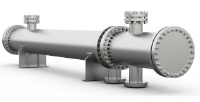
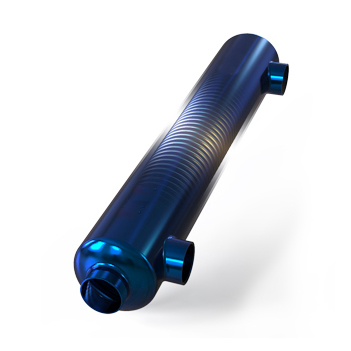
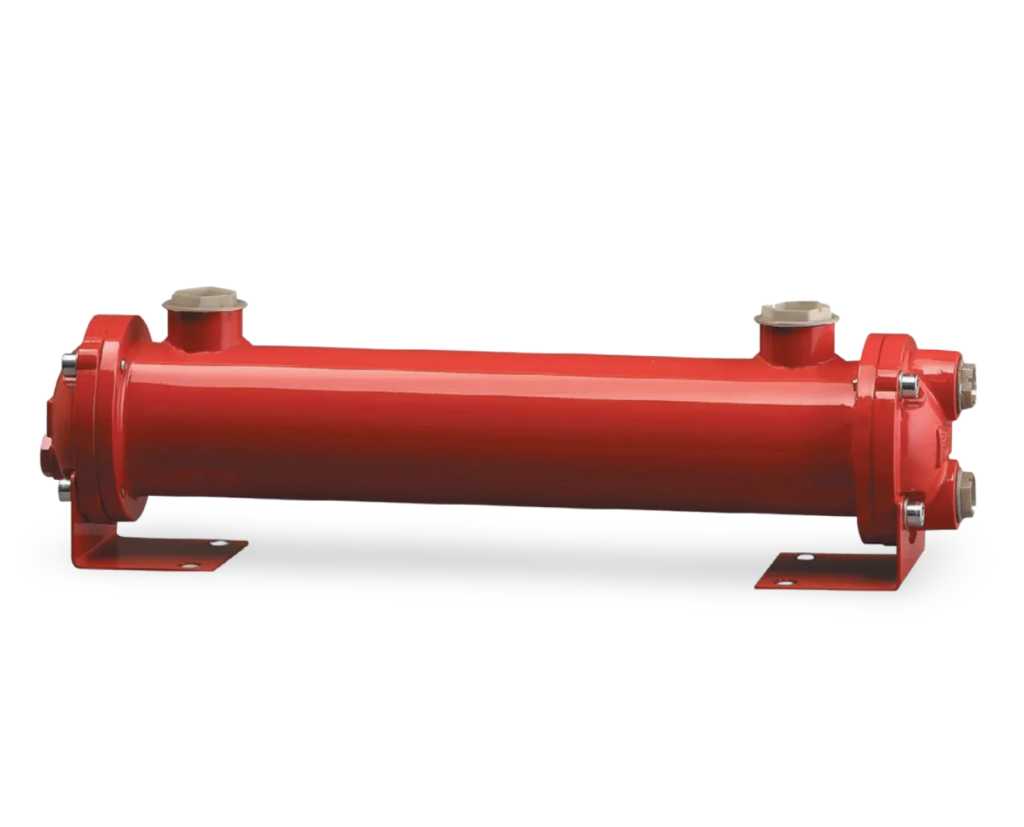
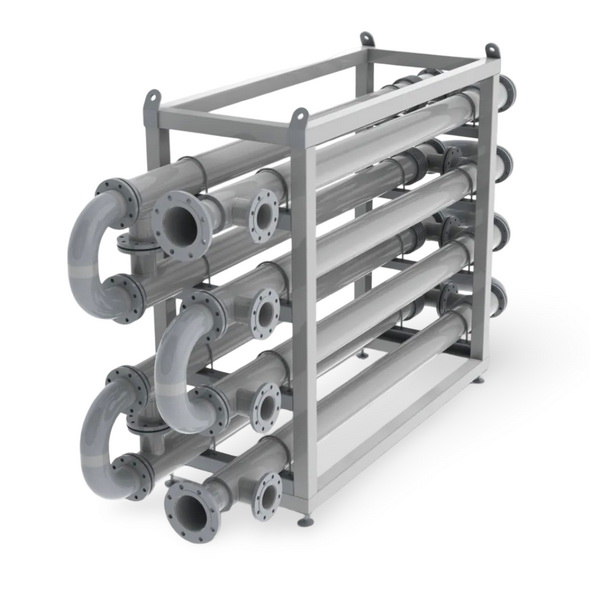
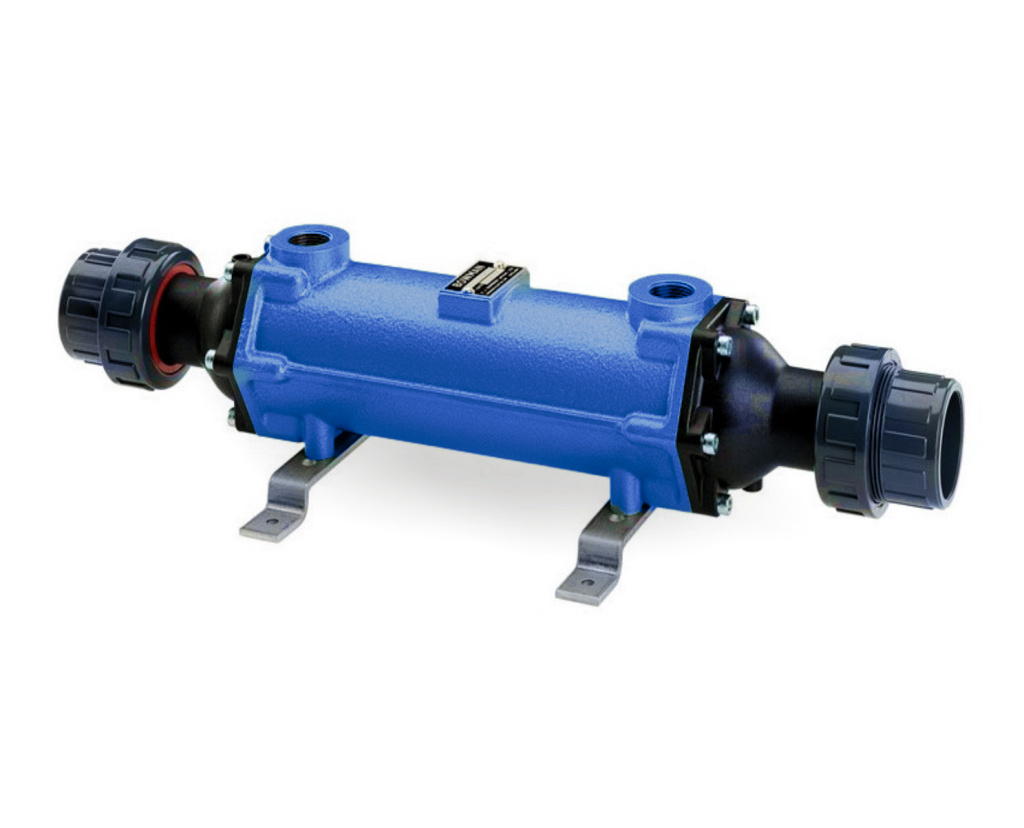
Кожухотрубные. Возможен «вытяг» пучка для осмотра; опрессовывают трубный и межтрубный объёмы по отдельности.
Ступенчатый подъём давления и выдержка — основа качественной опрессовки
Контроль результатов и документы
Критерии годности: отсутствие видимых утечек/«пота», отсутствие падения давления за время выдержки, стабильные показания на манометрах.
Фиксация: акт опрессовки с указанием: типа аппарата, контуров, среды, испытательного давления, времени выдержки, результатов, приборов и исполнителей.
Рекомендации: приложите фото манометра и узлов, отметьте отметки на вентилях/заглушках.
Безопасность и типовые ошибки
Запрещено находиться перед фланцами/стыками на максимальной нагрузке; используйте защитные экраны/ограждения.
Не допускайте воздуха в контуре — он повышает сжимаемость и делает испытание опаснее/менее информативным.
Не перегревайте контур при заполнении — избегайте больших ΔT между средой и корпусом.
Типовые ошибки: испытание «в сборе» сразу двух контуров; скачкообразная подача давления; отсутствие выдержки; игнорирование «мокрых» следов по кромке пластин.